 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик

Bizə Zəng Edin
+86-19858305627
Bizə e-poçt göndərin
sales@maple-machinery.com

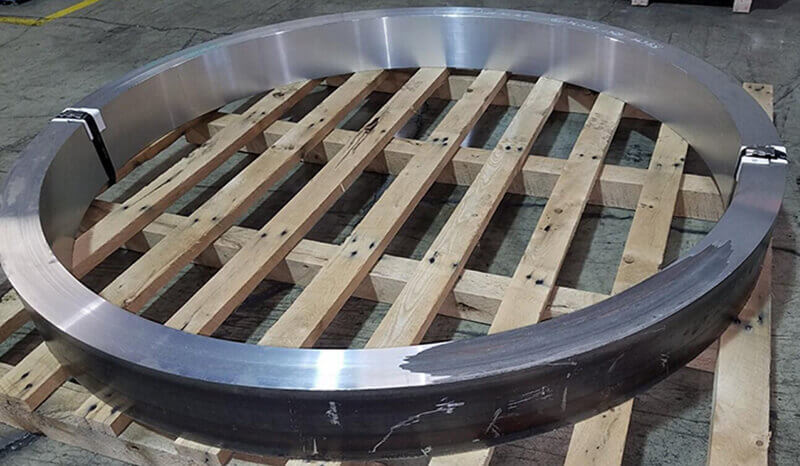
Mil Döymələrinin Emalı Prosesi
2023-10-21
Böyük döymələr,mil döymələrio cümlədən fan valları, külək enerjisi milləri, qatar valları, gəmi valları, neft maşınları valları, rulon valları kran təkər valları, mil döymələri maşında ümumi hissələrin sinfidir. Əsasən ötürmə hissələrini dəstəkləmək və fırlanma anı ötürmək rolunu oynayır. Şaft, əsasən daxili və xarici silindrik səth, daxili və xarici konusvari səth, saplar, splinelar və eninə deşiklər və digər komponentlərdən ibarət fırlanan gövdə hissələridir.
Mil hissələri müxtəlif strukturlarına görə yüngül şaft, içi boş mil, yarım mil, pilləli mil, şaftlı mil, çarpaz val, eksantrik val, krank mili və eksantrik mili və s.
Şaft döymələrinin əsas texniki tələbləri:
(1) Ölçü dəqiqliyi və həndəsi forma dəqiqliyi
Şaftın jurnalı şaft hissələrinin mühüm səthidir və onun keyfiyyəti işləyərkən şaftın fırlanma europiumuna birbaşa təsir göstərir. Jurnalın diametrinin dəqiqliyi istifadə tələblərinə uyğun olaraq adətən T6, bəzən T5 olur və jurnalın həndəsi forma dəqiqliyi (yumruluq, silindriklik) diametrin dözümlülüyü ilə məhdudlaşdırılmalıdır. Yüksək dəqiqlik tələbləri olan vallar xüsusi olaraq pavilyonda forma dözümlülükləri ilə qeyd edilməlidir.
(2) Mövqe dəqiqliyi
Dəstəkləyici jurnallara (yığılmış podşipniklərin jurnalları) münasibətdə birləşən jurnalların (yığılmış ötürücü hissələrin jurnalları) koaksiallığı və jurnalların və dəstəkləyici səthlərin perpendikulyarlığı adətən yüksək tələb olunur. Adi dəqiqlikli valların birləşən jurnallarının rulman jurnallarına nisbətən radial axını ümumiyyətlə 0,01 ~ 0,03 mm, yüksək dəqiqlikli vallar üçün isə 0,001 ~ 0,005 mm-dir. Son üzün axması 0,005 ~ 0,01 mm-dir.
(3) Səthin pürüzlülüyü
Hər bir emal səthinin şaft hissələri səthi pürüzlülük tələblərinə malikdir.
Maple maşınlarında materialların, blankların və istilik müalicəsinin mil döymələri
1) Şaft döymə materialları adətən 45 poladdan istifadə olunur: orta dəqiqlik və yüksək sürətli mil üçün 40Cr və digər ərinti konstruksiya poladdan istifadə edilə bilər; daha yüksək dəqiqlikli mil. Daşıyıcı polad GCrlS və yay poladı 65Mn istifadə edilə bilər; şaftın mürəkkəb forması üçün. Çevik dəmir mürəkkəb formalı şaftlar üçün istifadə edilə bilər: yüksək sürət və yük şəraitində hazırlanmış vallar üçün. 20CVMnTi, 20Mn2B, 20Cr və digər aşağı karbonlu alaşımlı polad və ya 38CrMoA nitridli poladı seçin.
2) Şaft hissələri üçün ümumi istifadə olunan boşluqlar Maple maşınlarında dəyirmi çubuqlar və döymələrdir: bəzi böyük şaftlar və ya mürəkkəb konstruksiyaları olan vallar dökümdən hazırlanır. İstilik və döymədən sonra, iş parçası metal daxili lif təşkilatını səth boyunca bərabər şəkildə paylaya bilər. Bu, daha yüksək dartılma, əyilmə və burulma gücü ilə nəticələnir, buna görə də daha vacib vallar üçün ümumiyyətlə döymələr istifadə olunur. İstehsal partiyasının ölçüsünə görə. Kütlənin döymə üsulu iki növ pulsuz döymə və kalıp döymə bölünür.
3) Şaft döymələrinin performansı yalnız seçilmiş polad növü ilə əlaqəli deyil. İstifadə olunan istilik müalicəsi ilə də bağlıdır. Döymə boşluqlar əvvəl emal, polad daxili taxıl zərif etmək üçün, normallaşdırma və ya tavlama müalicə təşkil etmək tələb olunur. Döymə gərginliyini aradan qaldırın, materialın sərtliyini azaldın. Kəsmə performansını yaxşılaşdırın.
Əvvəlki:Dəniz Döymə Təqdimatı


X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy
Xəbərlər
 Kimyəvi tərkibə nəzarət.2022/03/11
Kimyəvi tərkibə nəzarət.2022/03/11Kimyəvi tərkibi metal tökmələrin mexaniki xüsusiyyətlərinə təsir edən əsas səbəbdir. Buna görə də, istehsal prosesində investisiya tökmə...
 Mexanik xüsusiyyətlər testi.2022/03/11
Mexanik xüsusiyyətlər testi.2022/03/11Tətbiq tələblərinə cavab vermək üçün polad tökmə və döymələr adətən hissələrin mexaniki xüsusiyyətlərinə ciddi tələblərə malikdir.